RBWK-300A���ϾS��ܛ���c�ضȜyԇ�xRBWK-300A
HE-130X��·�ضȜyԇ�x
6219�_ʽpH/ORP/�x��/�ضȜyԇ�x
���� | �ֱ��� | ���� | |
pH | -2.00~16.00 pH��-2.000~16.000 pH�� | 0.01 pH ��0.001pH(���ГQ) | �� 0.1% �� 1 ���� |
ORP | -1999~1999 mV��-1999.9~1999.9mV�� | 1 mV �� 0.1mV(���ГQ) | �� 0.1% �� 1 ���� |
�x�� | 0.00~25.00 | 0.05 conc. | �� 2 LSD |
�x�� | 25.0~50.0 | 0.1 conc. | �� 2 LSD |
�x�� | 50.0~119.8 | 0.2 conc. | �� 2 LSD |
�ض� | 5.0 to 125.0 ��C | 0.1 ��C | �� 0.5 ��C |
�n��SIGMA SG-3622A��Ȧ�ضȜyԇ�x
�n��SIGMA SG-3622A��Ȧ�ضȜyԇ�x
�������n������SIGMA�S��������̖�aƷ��SG-3423B,SG-3427B,SG-3428B,SG-3000A,ST-3000A,SG-5222B,SG-5223A,SG-2312A,SG-1031A,SG-2230A,SG-2240A,SG-2502E,SG-2504B,SG-3622A,SG-3627A,SP-6110B,SG-2782C,SG-2882A,BP-101A,SG-5722A,BP-201��SG-5321A�gӭ��ԃ��
�aƷ��B
�pͨ��������Ȧ�ضȱO�yԇ�x����ͬ�r�O��·������Ȧ�Ĺ���������B��
����ͨ�^SG-3622A�y�����ȵ�ݔ��늉���Vrms����ݔ���ضȵČ��r��r����ӛ䛵���X�M�з����c������
����ͨ�^SG-3622A�������^ݔ��늉��c����׃�����Pϵ��ݔ��늉��͜y���ضȿ���ͬ�r�@ʾ��
SG-3622A������X�������������O���^�̣�����^ȥ���y�����ֹ��y���cӛ䛸����ʺͿ�ݡ�
SG-3622A���Ԝy����ӛ䛳��^100С�r�Ĝض�׃����r����1����λ��
SG-3622A��ȫ��ѭEIA��CEA-426-B���H�˜��OӋ�c���죬�m�����κ���Ȧ�ضȜy���c������
800/A800/A�͜ض�Ѳ�z�x����·�ضȜyԇ�x
Ԕ���f����
1��32·�ضȵĜy���������O�������x��8·��16·��24·�y��
��Ӳ�ͬ�ğ��ż��J��T��K�ͣ��M�㲻ͬ�ĜضȜy��������
2������ĻҺ���@ʾ�cLED���a�@ʾ���g���y�������O���ĽY�ϣ��M���Ñ��y���@ʾ��ȫ��Ҫ���ܸ����ơ�
3���y���r�gÿ��ѭ�h�s20��犡�
4����ͨ��������ȣ�0.5�档
5�������ʹ�ӡ�C��ͨӍ�ӿڣ�A�͞��ӡ�C����
6���y�����ȃ���0.5����
7���x��Ӌ��Cϵ�y�ɼ��ضȔ��� �L��������ܛ����
8���X�ͲĿ��w��306����������147mm���ߣ���300mm���
AT4310/4320/4340��·�ضȜyԇ�x
| AT4320 ��·�ضȜyԇ�x | |||||||||||||||||||
| AT4320��̎�������ƵĶ�·�ضȜyԇ�x����ͬ�r��20·�ض��M�вɼ�������ͨӍ��ݔ�����ݶ�N�ضȂ�������푑��죬����������ͬ�r���Д�ż�z�y���ܡ� �аl���·ʹ�x�����ЏV�����m���ԣ�֧��K/N/E/J/T�͟��ż��ͬ�r�����ˌ������Ĝyԇ���yԇ������-270�桫1300�档 ���ؿƼ����Ƶ�LCD�@ʾ�������x��ͬ�r̎��5·�ضȔ������@ʾ�ͱ��^�� �Ñ���ʹ��ǰ������ϵ��I�P�������O�Ô���������·�����x��֧��RS232Cȫ�p��ͨӍ��ͨ�^PCܛ�����p�Ɍ��F�����ɼ��������ʹ�ӡ��ͬ�r߀���x��USB�ӿ�ʹͨӍ�����Ρ� AT4320���ÈԹ̿�����⚤�����ڿ��̵ĭh���¹�����ȫ���x�Ĕ��ֺ�ģ�M��̖�����M�Ў�늜yԇ�����x늉�800V AC������ȫ�� �Ȳ�Flash�惦������x���O�Å����������´��_�Cʹ�ã��֏͒��衣 | |||||||||||||||||||
 |  | ||||||||||||||||||
| www.shjiangbo.cn QQ107106056 | |||||||||||||||||||
| ���gҎ�� | |||||||||||||||||||
| |||||||||||||||||||
| �������� | |||||||||||||||||||
| |||||||||||||||||||
FLRJ-wd��·�ضȜyԇ�xܛ��(����)
1.ԓܛ�����·�ضȜyԇ�x��λ�Cܛ��,�o�谲�b��ֻҪ���Ƶ���XӲ�P�м��ɣ�
2.�m����Windows 98��Windows 2000��Windows xp�Ȳ���ϵ�y��
3.ͨ�^ܛ�����Ա���ضȔ������ض�����,ͬ�r���Դ�ӡݔ����
3010M��yʽ늌���/TDS/�}��/�ضȜyԇ�x
XRW-300UA��׃�ξS���ضȜyԇ�x


GB/T1633���������ϾS��ܛ���ض�(VST)�Ĝy��
��׃�ξS���ضȜyԇ�x1��������
���˜�Ҏ�����ķN�y�����������ϾS��ܛ���ض�(VST)��ԇ����
A50��һһʹ��10N�������ӟ����ʞ�50��/h
B50��——ʹ��50N�������ӟ����ʞ�50��/h
A120��——ʹ��10N�������ӟ����ʞ�120��/h
B120��——ʹ��50N�������ӟ����ʞ�120��/h
���˜�Ҏ�����ķN�����H�m���ڟ��������ϣ����y�õ��ǟ����������_ʼѸ��ܛ���Ĝضȡ�
��׃�ξS���ضȜyԇ�x2�����ؘʣ�
���И˜��������ėl�ģ�ͨ�^�ڱ��˜������ö����ɞ鱾�˜ʵėl�ġ����˜ʳ���r����ʾ�汾������Ч�����И˜ʶ�������ӆ��ʹ�ñ��˜ʵĸ�����̽ӑʹ�����И˜�zui�°汾�Ŀ����ԡ�
GB/T 2918—1998 ����ԇ�Ӡ�B�{����ԇ�Ę˜ʭh��(idt ISO 291��1997)
GB/T 9352—1988 ���������ω���ԇ�ӵ��Ƃ�( neq ISO 293��1986)
GB/T 11997—1989 ���϶���;ԇ�ӵ��Ƃ��ʹ��( eqv ISO 3167��1983)
GB/T 17037.1—1997 ���������ϲ���ע��ԇ�ӵ��Ƃ� ��1���֣�һ��ԭ��������;ԇ�Ӻ��L�lԇ�ӵ��Ƃ�(idt ISO 294-1��1996)
ISO 2818��1994 ���ϙCе�ӹ�ԇ�ӵ��Ƃ�
��׃�ξS���ضȜyԇ�x3��ԭ����
���������ؕr���y���ڵ�1���нo����ijһ�Nؓ�ɗl���˜ʉ�ᘴ������������ԇ�ӱ���1mm��r�Ĝضȡ�
��׃�ξS���ضȜyԇ�x4���x����
�x����Ҫ������
4.1 ؓ�d�U���b��ؓ�ɰ壬�̶��ڄ��Խ��ټ��ϣ����ڴ�ֱ�����������Ƅӣ����ټܵ�������֧��ؓ�d�Uĩ�ˉ���^�µ�ԇ�ӣ�Ҋ�D1����
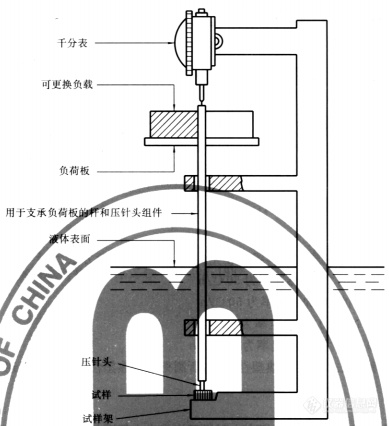
�D1 VST�y���xʾ��D
ؓ�d�U�ͽ��ټܘ�����������ͬ����Ûϵ���������L�ȵIJ�ͬ׃����������ԇ�ӱ��^׃���x�����`�
�õ���Ûϵ����Բ��ϣ�������F�Ͻ����������Ƃ��ԇ�ӣ���ÿ�_�x��������ʹ�õĜضȷ������հ�ԇ��M��У��������ÿ���ضȴ_��һ��У��헡����У��헞�0.02mm�����ע���������̖����ͨ�^������������ӵ����^�����ϣ�����У��헑�����ÿ�ԇ��С����hʹ�õ���Û�Ͻ�����ăx����
4.2 ����^��zui����Ӳ�|��Ƴɵ��L��3mm���M����e��1.000m2±0.015mm2�ĈA���w���̶���ؓ�d�U�ĵײ�������^���±��摪ƽ������ֱ��ؓ�d�U���S�������ҟoë�̡�
4.3 ��У����ǧ�ֱ����������m�˵Ĝy���x�������܉�y������^����ԇ��1mm±0.01mm�����ȣ����܌�ǧ�ֱ�������ӛ��ԇ������������һ���֡�
ע
1 �ڴ���͵ăx���У�ǧ�ֱ폗�������ϣ�Ҫ��ؓ���Мpȥ������@�N�����£����ӵ�ؓ���ϡ�
2 �������_���^���У�����ǧ�ֱ폗������ʩ�ӵ������@��׃��������Ҫ�������_���Мy���@������
4.4 ؓ�ɰ壬�b��ؓ�d�U�ϣ���������m�ϵ����a��ʹ�ӵ�ԇ���ϵĿ�����������A50��A120�_��10N±0.2N������B50��B120�_��50N±1N��ؓ�d�U������^��ؓ�ɰ�ǧ�ֱ폗�ɽM�����µ������������^1N��
4.5 �ӟ��O�䣬ʢ��Һ�w�ļӟ�ԡ���Џ��ƹ��Lʽ����ѭ�h���䡣�ӟ��O�䑪�b�п��������ܰ�Ҫ����50��/h±5��/h��120��/h±10��/h�������ء���ԇ����g��ÿ��6min�ض�׃���քe��5��±0.5���12��±1�棬���J��ӟ����ʷ���Ҫ��
�{���x��ʹ�����_��Ҏ���ĉ��ەr���Ԅ��Д�ӟ������l������
4.5.1 �ӟ�ԡ��ʢ��ԇ�ӽ����Һ�w�����b�и�Ч��������ԇ�ӽ���������ٞ�35mm���_���x���Һ�w��ʹ�Üض����Ƿ����ģ�����ԇ���ϛ]��Ӱ푣�������Û���_�ѵȬF��
��ʹ�üӟ�ԡ�r�����y�ÿ���ԇ��Һ�w�Ĝض�����S��ܛ���ض�(VST)��Ҋ7.5����
Һ�wʯ�D��׃�����͡����ͺ��Ͷ��Ǻ��m�Ă�����|��Ҳ����ʹ������Һ�w��
4.5.2 ���䣬��ʹ�՚����60��/min���ٶ��ں����ѭ�h��ÿ�_������ݷe������10L����ȿ՚����1.5��2m/s���ٶȴ�ֱ��ԇ�ӱ������ӡ�
ԇ�Y��ȡ�Q��ѭ�h�՚���cԇ���g�ğ���f�ٶȡ���ԇ�������^С�Լ�ԇ���±����cԇ�Ӽܽ��|��ԭ�����Կ՚��ĜضȲ�������VST��������������^��ؓ�d�U�ϻ�ԇ�Ӽ��ϵĂ�������ʾ�Ĝض�����VST��
��ʼУ�ʕr����ͨ�^ԇ��C�������������@ʾ�Ĝض��c���ڿհ�ԇ�Ӹ�������У�����������@ʾ�ĜضȲ���±0.1�淶���ȡ�
�̘I�ú��䳣���b���m�ϵĿ՚��ѭ�h�b�á�����]�У����ͨ�^�b�䴹ֱ��ԇ�ӱ���Ķ���ѭ�h�����壬�Ա��C����f�ٶȡ�
4.6 �y�x��
4.6.1 �ӟ�ԡ�����ֽ����Ͳ���ˮ�y�ض�Ӌ��y�������m���������y�x����������0.5���ԃȡ�������7.2Ҫ��Ľ������У������ˮ�y�ض�Ӌ��
4.6.2 �c�՚�������ƥ��Ĝy�x����������0.5���ԃȡ��������������ż��Pt100�����ڿ�������^ؓ�d�U��ԇ�Ӽܵ��m��λ�á�
��׃�ξS���ضȜyԇ�x5��ԇ�ӣ�
5.1 ÿ����ԇ��Ʒʹ�����كɂ�ԇ�ӣ�ԇ�Ӟ��3��6.5mm��߅�L10mm�������λ�ֱ��10mm�ĈA�Σ�����ƽ����ƽ�С��o�w߅��ԇ�ӑ�������ԇ����Ҏ���M���Ƃ䡣����]��Ҏ��������ʹ���κ��m���ķ����Ƃ�ԇ�ӡ�
5.2 �����ԇ��Ʒ��ģ�ܲ��ϣ����ϻ����ϣ�����������ԇ���ϵ����PҎ��ģ�ܳɺ�Ȟ�3��6.5mm��ԇ�ӡ��]��Ҏ���t����GB/T 9352��GB/T 17037.1��GB/T 11997ģ��ԇ�ӡ�����@Щ�����m�ã���������������ʹ�������ܸ�׃�M�����ٵķ����Ƃ�ԇ�ӡ�
5.3 ���ڰ�ģ�ԇ�Ӻ�ȑ�����ԭ��ĺ�ȣ����������⣻
a�����ԇ�Ӻ�ȳ��^6.5mm��������ISO 2818ͨ�^����Cе�ӹ�ʹԇ�Ӻ�ȜpС��3��
6.5mm����һ���汣��ԭ�ӡ�ԇ���摪��ԭʼ���档
b�������ĺ��С��3mm����������Ƭԇ��ֱ�ӯB����һ��ʹ�係�����3��6.5mm֮�g����Ƭ������ٞ�1.5mm������^С��Ƭ�įB�ϲ�һ���ܜy����ͬ��ԇ�Y����
5.4 ���@�õ�ԇ�Y�������c�Ƃ�ԇ�����õ�ģ�ܗl�����P���mȻ�������Pϵ������Ҋ����ԇ�ĽY����ه��ģ�ܗl���r�������P�����̶������ԇ�ǰ����������˻���A̎�����E��
��׃�ξS���ضȜyԇ�x6����B�{����
������ԇ������Ҏ����Ҫ��ԇ�ӑ���GB/T 2918�M�Р�B�{����
��׃�ξS���ضȜyԇ�x7���������E��
7.1 ��ԇ��ˮƽ����δ��ؓ�ɵĉ���^�¡�����^�xԇ��߅����������3mm���c�x���������|��ԇ�ӱ��摪ƽ����
7.2 ���M�ϼ�����ӟ��b���У����Ӕ���������ÿ�ԇ��_ʼ�r���ӟ��b�õĜضȑ���20��23�档��ʹ�üӟ�ԡ�r���ض�Ӌ��ˮ�y���y�x���Ă��в������cԇ����ͬһˮƽ�棬���M���ܿ���ԇ�ӡ�����A��ԇ�����������ض��_ʼԇ��ԇ���ϲ��������`��ɲ���������ʼ�ضȡ�
7.3 5min����^̎���oֹλ�ã����������a�ӵ�ؓ�ɰ��ϣ���ʹ����ԇ���ϵĿ�����������A50��A120��10N±0.2N������B50��B120��50N±1N��Ȼ��ӛ�ǧ�ֱ����x�����������y�����ۃx�����x���{�㡣
7.4 ��50��/h±5��/h��120��/h±10��/h���ٶȄ������ӟ��b�õĜضȣ���ʹ�üӟ�ԡ�r��ԇ��^����Ҫ��֔���Һ�w�������ٲ�ԇʹ��50��/h���������ʡ�
��ijЩ���ϣ����^����������(120��/h)�r���y��ֵ���ܸ߳��S��ܛ���ض��_10�档
7.5 ������^����ԇ�ӵ���ȳ��^7.3Ҏ������ʼλ��1mm±0.01mm�r��ӛ�������y�õ���ԡ�ضȣ�����ԇ�ӵľS��ܛ���ضȡ�
7.6 ��ԇ���ϵľS��ܛ���ض���ԇ�ӾS��ܛ���ضȵ����gƽ��ֵ����ʾ�������ԇ�Y����ķ������^2�棬ӛ��ԇ�Y��������һ�M���كɂ�ԇ���؏��M��һ��ԇ
��׃�ξS���ضȜyԇ�x8��ԇ��棺
ԇ��摪���������ݣ�
a����ԇ���ϵ��������R��
b��ʹ�õķ�����A50��A120��B50��B120����
c����һ������ԇ���Ƴɵďͺ�ԇ�ӑ�ע����Ⱥ͌Ӕ���
d��ԇ���Ƃ䷽����
e��ʹ�õĂ�����|��
f����B�{�����˻���
g�����ϵľS��ܛ���ض�(VST)���ԡ��ʾ��������ɴΜy�����y���Y��֮�����7.6��Ҏ���ķ������������y���Y��������ԇ��л�ăx�����Ƴ���ӛ�ԇ�ӵ��κή���������
h��ԇ����ڼ��z��ˆT��